Xylan 1424 Coated Fasteners
Stud Bolts, Nuts, Screws, Threaded Rod & Washers
Xylan 1424 is a premium high technology fluoropolymer coating system that has been engineered to provide exceptional corrosion protection. The system was developed to meet
the demand for improved protection in marine environments and provides a hard, durable uniform, low friction coating which is capable of continuous operation at temperature extremes. Xylan 1424 is readily identifiable through its distinct blue
colour. Xylan 1424 coated fasteners demonstrates exceptional adhesion and resists galling, blistering and chipping and will not crack or peel.
Xylan 1424 coated bolts extremely versatile. They can with stand wide fluctuations in temperature (from -40°Cto+175°C) and can be applied to a wide variety of substrates.
Xylan 1424 Coated Fasteners are a cost effective solution by its ability to increase part life, reduce maintenance costs and improve productivity.
Xylan 1424 Coating outperforms other finishes, including zinc/chromate, galvanising and cadmium plating. Furthermore, the application process does not require the use of pickling or plating solutions thus eliminating the danger of hydrogen
embrittlement which can weaken the metal substrate. As Xylan 1424 is waterborne it does not suffer from the environmental pollution problems associated with coatings containing cadmium, chromium and other toxic substances.
Xylan 1424 fasteners are used extensively at petrochemical drilling sites, processing plants and water works industry to protect them from the effects of sub-sea and splash zone exposure, and the corrosives associated with processing
petrochemical products. In addition, the uniform, low coefficient of friction of the coating reduces ‘make-up’ and ‘break-out’ torque, ensuring that installation and subsequent removal of components is much simplified. These inherent ‘anti-seize’
properties are particularly important in isolated, fire hazard or confined spaces, as are often found in the petrochemical industry.
- Xylan 1424 series fastener class coating material is a waterborne/VOC-compliant, resin bonded, thermally cured, single film, dry lubricant. It is primarily formulated for use on fasteners to prevent corrosion and facilitate make-up torque.
- Xylan 1424 series is available in a wide range of colors.
- Xylan 1424 is a premium high technology fluoropolymer coating system that has been engineered to provide exceptional corrosion protection. The system was developed to meet the demand for improved protection in marine environments and provides a hard, durable uniform, low friction coating which is capable of continuous operation at temperature extremes.
- Xylan 1424 is readily identifiable through its distinct blue colour. The coating system demonstrates exceptional adhesion and resists galling, blistering and chipping and will not crack or peel.
- Xylan 1424 coated Fasteners are outperforms other finishes, including zinc/chromate, galvanising and cadmium plating. Furthermore, the application process does not require the use of pickling or plating solutions thus eliminating the danger of hydrogen embrittlement which can weaken the metal substrate.
- As Xylan 1424 is waterborne it does not suffer from the environmental pollution problems associated with coatings containing cadmium, chromium and other toxic substances.
- The Xylan 1424 coated Fasteners are extremely versatile. It can withstand wide fluctuations in temperature (from -40°C to +175°C) and can be applied to a wide variety of substrates.
- The Xylan 1424 coated Fasteners are a cost effective solution by its ability to increase part life, reduce maintenance costs and improve productivity.
Xylan 1424 Coated Fasteners
Xylan 1424 Coated Nuts Xylan 1424 Coated Studs Xylan 1424 Coated Washers Xylan 1424 Coated Screws Xylan 1424 Coated B7 Studs Xylan 1424 Coated U Bolts Xylan 1424 Coated Stud Bolts Xylan 1424 Coated Nuts and BoltsXylan 1424 Technical Data
| Main Function | Corrosion resistance, dry film lubricant, waterborne |
|---|---|
| Colour | Blue |
| Appearance | Low to Medium Gloss |
| Finish | Dry |
| Typical Thickness | 20 - 35 microns |
| Hardness | 4-6H |
| Coefficient of Friction | 0.055 - 0.10 |
| Anti-Seize | Excellent |
| Wear Life | Very Good |
| Abrasion Resistance | Excellent |
| Flexibility | Very Good |
| Acid Resistance | Excellent |
| Alkali Resistance | Excellent |
| Solvent Resistance | Excellent |
| Operating Temperature - Intermittent | Intermitten 200°C |
| - Continuous -40°C - 175°C |
Xylan 1424 Use Temperature
Xylan 1424 coating can be used continuously from -58°F (-50°C) to +350°F (+176°C) and can survive up to +400°F (+204°C) intermittently. If higher temperature service is required, please contact your Whitford representative for recommendations.
Xylan 1424 Corrosion Resistance
Xylan 1424 coating applied at 1 mil (25 micron) dry film thickness, over zinc phosphated steel panels, has exceeded 1500 hours of ASTM B-117 salt fog test. With the same pretreatment, 30 cycles DIN 50018 (2.0 liters SO2) Kesternich Test are achieved. Both with less than 15% red rust. Xylan 1424 coatings will provide even better corrosion protection if used over a sacrificial primer like Xylan 5211, Xylar 1, Xylar P51 or zinc plating
Xylan 1424 Physical Properties
| Pencil hardness | 2 - 3 H |
|---|---|
| Dielectric strength | 500 V/mil |
| Coefficient of friction | .05 - 0.1 |
| VOC Content/Series Avg. | 3 lbs/gal (360gms/l) |
Xylan 1424 Torque Values
The low coefficient of friction of the coating reduces the torque required to achieve the desired tension preload. Whitford Corporation recommends the use of direct tension indicators to determine proper make-up torque for each size or lot of fasteners used on a given application.
Xylan 1424 Chemical Resistance
Xylan 1424 coatings will withstand most solvents, waters, automotive fluids and fuels up to 200°F. Xylan 1424 coatings are impervious to new water base hydraulic fluids used in offshore oil production.
| 1424 Chemical Resistance | Changes in 1424 after 24 hrs exposure |
|---|---|
| HCI (concentrated) @room temp. | None |
| HCI (pH 2) room temp. | None |
| HCI (pH 2) 125°F | None |
| NaOH (50%) room temp. | None |
| NaOH (12.5) room temp. | None |
| NaOH (pH 9.5) 125°F | None |
| MEK room temp. | Slight Mark |
| Toluene room temp. | Slight Mark |
| Castrol Hydraulic Fluid 200°F | Gloss decrease: 25.6 to 24.1. No loss in coating integrity. |
| Oceanic HK-540 200°F | Gloss decrease: 29.9 to 10.3. Color lightened slightly. No loss in coating integrity. |
The primary end use for this coating is CORROSION RESISTANT PRIMER
Xylan 1424 Coated Fasteners Specifications
| Theoretical solids | 42.41 - 47.57 % by weight | 32.55 - 34.84 % by volume |
|---|---|---|
| Relative density: (23°C) | >= 1.06 g / cm 3 | <= 1.23 g / cm 3 |
| Theoretical coverage @ 25 microns | 10.97 - 12.73 m 2 / kg | 13.02 - 13.94 m 2 / litre(s) |
| Viscosity, as shipped (23°C) | 40 - 45 seconds in a BS4 Viscosity cup | |
| 27 - 31 seconds in a DIN 4 Viscosity cup | ||
| 34 - 39 seconds in a AFNOR 4 Viscosity cup | ||
| Flash point | >26.7 °C | |
| Operating temperature | -20°C to +180°C - Continuous. | -20°C to +230°C - Intermittent |
Xylan 1424 Substrate information
Xylan 1424 coated Fastners provide excellent adhesion to a variety of substrates, yet require a minimum of surface preparation.Final product quality and performance depends on careful substrate preparation. Contaminated substrates may cause poor
adhesion or defects in the final dry film. Each Fastener like bolt, stud, nut, washer to be coated must be free of all contaminants e.g. oil, grease, detergent, rust and blast media.
Most applications require only a solvent wipe or vapor degreasing
of the substrate to remove surface contaminants. Some applications may require additional surface preparation in order to enhance adhesion (such as grit blasting with aluminum oxide). Substrate preparation should be based on the design requirements
of the item.The following are the recommended substrates and substrate preparation used with this coating
Xylan 1424 coating can be applied to many types of substrate material such as aluminum, brass, high alloy steels, carbon steel, stainless
steel, titanium and zinc plating. Final product quality and performance depends on careful substrate preparation. Contaminated substrates may cause poor adhesion of the coatings or defects in the final dry film. Each item to be coated must be free
of all contaminants, e.g. oil, grease, detergent, rust and blast media. Substrate preparation should be based on the design requirements of the part. If you are unsure which process is best suited to your needs please contact our technical service
department. The following are the recommended substrates and substrate preparation used with this coating.
| Substrates | Aluminium / Mild steel / Stainless steel / Some plated metals. |
|---|---|
| Substrate preparation | Degrease and gritblast. An Ra (mean roughness) of 2.5 ± 1 microns, measured using surface roughness measuring equipment is recommended. This can typically be obtained using 80 - 100 mesh (150-200 micron) iron free, aluminium oxide grit at 80 psi (5.6 kgf/cm 2 ). However since the Ra value achieved depends on the actual substrate, initial trials are recommended to establish the optimum grit size and air pressure for each substrate type. A heavyweight zinc phosphate, class 1B is recommended on mild steel. |
| Primer | Not required but Xylar 1 / Xylar 2 / can be used to improve overall performance. |
Xylan 1424 Coated Fasteners Preparation for Application
Mix the coating by shaking the container or stirring the contents until any settling has been eliminated. It is imperative that the coating material be adequately dispersed.
The viscosity of Xylan 1424 coating is generally suitable for application
as supplied. However, some viscosity adjustment may be necessary depending upon the type of equipment employed.
| Mixing prior to use | It is imperative that the material is adequately mixed before use. The material should be high speed / shear mixed before use to eliminate any settling. Avoid creating foam while mixing. This product is liable to "skin." Keep container tightly closed when not in use. If container needs to be open to the air ensure product is continuously, slowly mixed. |
|---|---|
| Recommended application viscosity | This material is generally suitable for application as supplied. |
| Viscosity adjustment / thinning | Optimum results are obtained when the material is at "room temperature" nominally 15 - 30°C. If absolutely necessary adjust viscosity with Whiford solvent 54 or water. Add thinner in 2% increments until the desired application characteristics are obtained. Take care not to add too much thinner as low viscosity may produce rapid settling, runs and sags or low film thicknesses. |
| Filtering | This material is sieved before dispatch from our factory but as an added precaution we recommend that you filter it through a 75 - 150 mesh (100 - 200 micron) sieve prior to use. |
Xylan 1424 Recommended Application Technique
Xylan 1424 coatings are applied by conventional air spray techniques. Any spray gun apparatus associated with the application of fluoropolymer coatings will provide a uniform film without difficulty. Other methods of application, which have been successfully utilized, include airless, HVLP and electrostatic units (air and disk)
| Application equipment / technique | This material is designed primarily for spray application. Contact our technical service department if other types of application are being considered. This coating is applied in our laboratories using a Binks Bullows 630 spray gun equipped with a 071(1.8mm) material nozzle, a 66SD1 air cap and a stainless steel needle. The air supply should be equipped with air and moisture traps which are drained / serviced regularly. |
|---|---|
| Recommended dry film thickness / coat | 17.5 ± 2.5 microns (typical wet film thickness 50 ± 7.5 microns). |
| Number of coats recommended | 1 or more. Will recoat, cure between coats if applying multiple coats. |
| Clean-up solvent | Water, Methyl ethyl ketone on dried residue. |
Xylan 1424 Flash Off & Cure Schedule
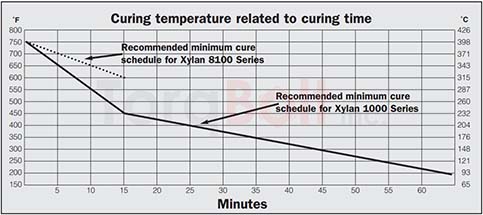
Xylan 1424 Coated Fasteners may be cured immediately or be accumulated for a batch oven. Whitford recommends a cure of 10 minutes at 450°F (230°C) for Xylan 1424 coated bolts nuts and washers. Other time/temperature relationships may be used (see
graph). Optimum dry film characteristics are obtained when the coating is cured per our recommendations. Temperature means part metal temperature (PMT), not oven temperature. add graph photo from xylan all coating
Please note that oven temperatures
can be very different to substrate temperatures and the following temperatures apply to PEAK SUBSTRATE TEMPERATURE.
| Flash-off conditions | 3 - 5 minutes at 25 - 50°C [80 - 120°F]. |
|---|---|
| Optimum cure schedule | 20 minutes at 205°C [400°F]. |
| Minimum cure temperature | 15 minutes at 205°C [400°F]. |
| Maximum cure temperature | 5 minutes at 275°C [525°F]. |
Xylan 1424 Whitford Quality Control Test Methods
Evaluate the cured coating according to the following specifications:
| Test. | Test method number. | Specification. |
|---|---|---|
| Dry film thickness | 114 A | 17.5 ± 2.5 microns. |
| Cure test | 115 A | Slight discoloration on cloth is acceptable after 50 firm rubs with Methyl ethyl ketone soaked cloth. No substrate exposure. |
| Adhesion, crosshatch and sellotape | 132 C | No loss of adhesion. |
| Pencil hardness (room temperature) | 131 A | 4 - 6H |
| Gloss [60° meter) | 121 A | Matt / Semi-gloss / satin finish. |
| Adhesion, knife scratch | 132 A | No loss of adhesion. |
Xylan 1424 Shelf Life, Storage & Handling
| Handling | Avoid contact with skin and eyes. When using do not smoke. Keep away from tobacco products. Do not breathe vapours or spray mist. Use only in area provided with appropriate exhaust ventilation. Wash hands before breaks and at the end of workday. |
|---|---|
| Storage | Keep container tightly closed. Store in original container. Keep at temperatures between 5 and 30°C. Do not freeze. Perishable if frozen. |
| Shelf life | 6 months. High speed/shear mix the material(s) every month to maintain quality. This product is liable to "skin." Keep container tightly closed when not in use. If container needs to be open to the air ensure product is continuously, slowly mixed. |